
【机床】车齿加工中心GS700H诞生~大直径、大模数齿轮在1台设备上集约加工~
来源:丰田工机(大连) 发布日期:2015-12-07 10:17
捷太格特(JTEKT),以车齿加工的量产实绩为出发在2013年推出了车齿加工中心产品GS300H。本次我们在继承了原来机型车齿加工功能的基础上,为了进一步满足客户对大型齿轮工件加工的需求,开发了新产品 “ 车齿加工中心GS700H ” 。
GS300H是以工件外径较大220mm为主的汽车行业使用的齿轮部件为主要加工对象,本次开发的机型可以加工外径范围为250~700mm的大型齿轮,不仅汽车行业,产业机器人和工程机械、大型卡车等行业里使用的齿轮都可以适用加工。
捷太格特(JTEKT)成功开发了车齿加工必要的构成要素,提供车齿加工需要的设备(要素)·控制系统 ·刀具 ·加工技术等全套服务。新开发的GS700H丰富了车齿加工产品的产品线,伴随着车齿加工中心的系列化,今后可以期待本系列产品在大型齿轮加工领域的销售进一步加强。
 1.主要特点
1.主要特点
①φ700/模数6实现高切削能力的大型齿轮加工
(1)高刚性耳轴型工作台的开发
· 工件轴(B轴)
较快转速1000min-1、较大承重φ700/550㎏
通过大直径高精度轴承和高扭矩DD电机实现高速·高刚性加工
· 回转轴(A轴)
采用高刚性交叉滚柱轴承、两侧盘式制动器、确保工作台倾斜时的稳定性。
(2)搭载6000转高刚性主轴
· 通过采用φ110mm的捷太格特(JTEKT)旗下的Koyo轴承进行高刚性主轴的设计·开发
(3)车齿加工刀具(捷太格特(JTEKT)原创开发)
· 基于捷太格特(JTEKT)的车齿创生理论确立的加工刀具形状
②高精度化技术
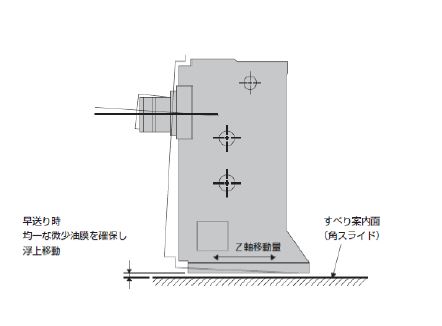
(1)采用捷太格特JTEKT原创的硬轨技术(GII导轨)
· 高刚性与高衰减、低摩擦的两全其美,实现控制切削振动、保持高度的跟进性
· 控制由于Z轴移动造成的上浮量,提高了轨迹精度(齿向精度)
 (2)通过热容量平衡设计控制直角变化
(2)通过热容量平衡设计控制直角变化
实现加工精度稳定化
③齿轮加工工序在一台设备上集约
以往的工序:车削 → 滚齿 → 拉刨 → 去毛刺 → 打孔
※以上每个工序都需要一台设备

新加工方法 :车削 + 车齿(切齿) + 去毛刺 +打孔
※ 从车削~车齿、打孔这些工序用一台车齿加工中心就可以替换
※ 通过一次装夹,实现加工精度的稳定
④捷太格特(JTEKT) 原创CNC系统:搭载TOYOPUC-GC70
(1)自动编程功能
· 通过齿轮规格数据、工具数据切削条件的画面输入,进行简单编程
(2)通过主轴和工件轴的高速同时控制,实现高精度的车齿加工
2.设备规格
返回
GS300H是以工件外径较大220mm为主的汽车行业使用的齿轮部件为主要加工对象,本次开发的机型可以加工外径范围为250~700mm的大型齿轮,不仅汽车行业,产业机器人和工程机械、大型卡车等行业里使用的齿轮都可以适用加工。
捷太格特(JTEKT)成功开发了车齿加工必要的构成要素,提供车齿加工需要的设备(要素)·控制系统 ·刀具 ·加工技术等全套服务。新开发的GS700H丰富了车齿加工产品的产品线,伴随着车齿加工中心的系列化,今后可以期待本系列产品在大型齿轮加工领域的销售进一步加强。
①φ700/模数6实现高切削能力的大型齿轮加工
(1)高刚性耳轴型工作台的开发
· 工件轴(B轴)
较快转速1000min-1、较大承重φ700/550㎏
通过大直径高精度轴承和高扭矩DD电机实现高速·高刚性加工
· 回转轴(A轴)
采用高刚性交叉滚柱轴承、两侧盘式制动器、确保工作台倾斜时的稳定性。
(2)搭载6000转高刚性主轴
· 通过采用φ110mm的捷太格特(JTEKT)旗下的Koyo轴承进行高刚性主轴的设计·开发
(3)车齿加工刀具(捷太格特(JTEKT)原创开发)
· 基于捷太格特(JTEKT)的车齿创生理论确立的加工刀具形状
②高精度化技术
(1)采用捷太格特JTEKT原创的硬轨技术(GII导轨)
· 高刚性与高衰减、低摩擦的两全其美,实现控制切削振动、保持高度的跟进性
· 控制由于Z轴移动造成的上浮量,提高了轨迹精度(齿向精度)
实现加工精度稳定化
③齿轮加工工序在一台设备上集约
以往的工序:车削 → 滚齿 → 拉刨 → 去毛刺 → 打孔
※以上每个工序都需要一台设备
新加工方法 :车削 + 车齿(切齿) + 去毛刺 +打孔
※ 从车削~车齿、打孔这些工序用一台车齿加工中心就可以替换
※ 通过一次装夹,实现加工精度的稳定
④捷太格特(JTEKT) 原创CNC系统:搭载TOYOPUC-GC70
(1)自动编程功能
· 通过齿轮规格数据、工具数据切削条件的画面输入,进行简单编程
(2)通过主轴和工件轴的高速同时控制,实现高精度的车齿加工
2.设备规格
| 主要设备规格 | |||
|
进给 |
X轴移动量 | mm | 900 |
| Y轴移动量 | mm | 850 | |
| Z轴移动量 | mm | 900 | |
| A轴旋转角度 | 度 | +5~-95 | |
| XYZ轴快速进给速度 | m/min | 20/36/36(X/Y/Z) | |
| A轴快速进给速度 | min-1 | 6 | |
| 工作台 | 作业面大小 | mm | φ630 |
| 较大工件回转直径×高度 | mm | φ700×500 | |
| 可承载工件重量 | kg | 550(卡盘200kg/工件350kg) | |
| 主轴 | 主轴转速 | min-1 | 6000 |
| 主轴功率 | kW | 30/22(30分/连续) | |
|
B轴 |
较大卡盘尺寸 | mm | φ700 |
| 转速 | min-1 | 1000 | |
| 功率 | kW | 50/17.5(较大/连续) | |
| 控制 | CNC | - | TOYOPUC-GC70 |
| 占地面积 | 宽度×纵深 | mm | 5200×6200 |
